



膨化食品包装密封性测试仪 药用软袋密封性能试验仪——质量保证的关键利器
随着包装技术和消费市场的不断发展,包装密封性能成为产品品质控制的重要环节。无论是膨化食品的保鲜,还是药用软袋的安全性,包装的密封性直接影响产品的质量、保质期和用户体验。山东泉科瑞达仪器设备有限公司推出的膨化食品包装密封性测试仪与药用软袋密封性能试验仪,凭借精准的测试功能和稳定的性能,为包装质量监控提供了科学依据。
一、产品概述及应用领域
这款测试仪主打两大核心应用领域:
- 膨化食品包装密封性测试:膨化食品如薯片、爆米花、奶酪棒等,包装密封性能直接影响食品的口感和安全,防止氧化、水分侵入导致变质。
- 药用软袋密封性能试验:药用软袋对密封性的要求极其严格,任何密封不良都可能引发药品污染或失效,影响患者安全。
产品定价为1000.00元每台,性价比突出,适合食品加工厂、药品生产企业以及包装检测实验室采购使用。
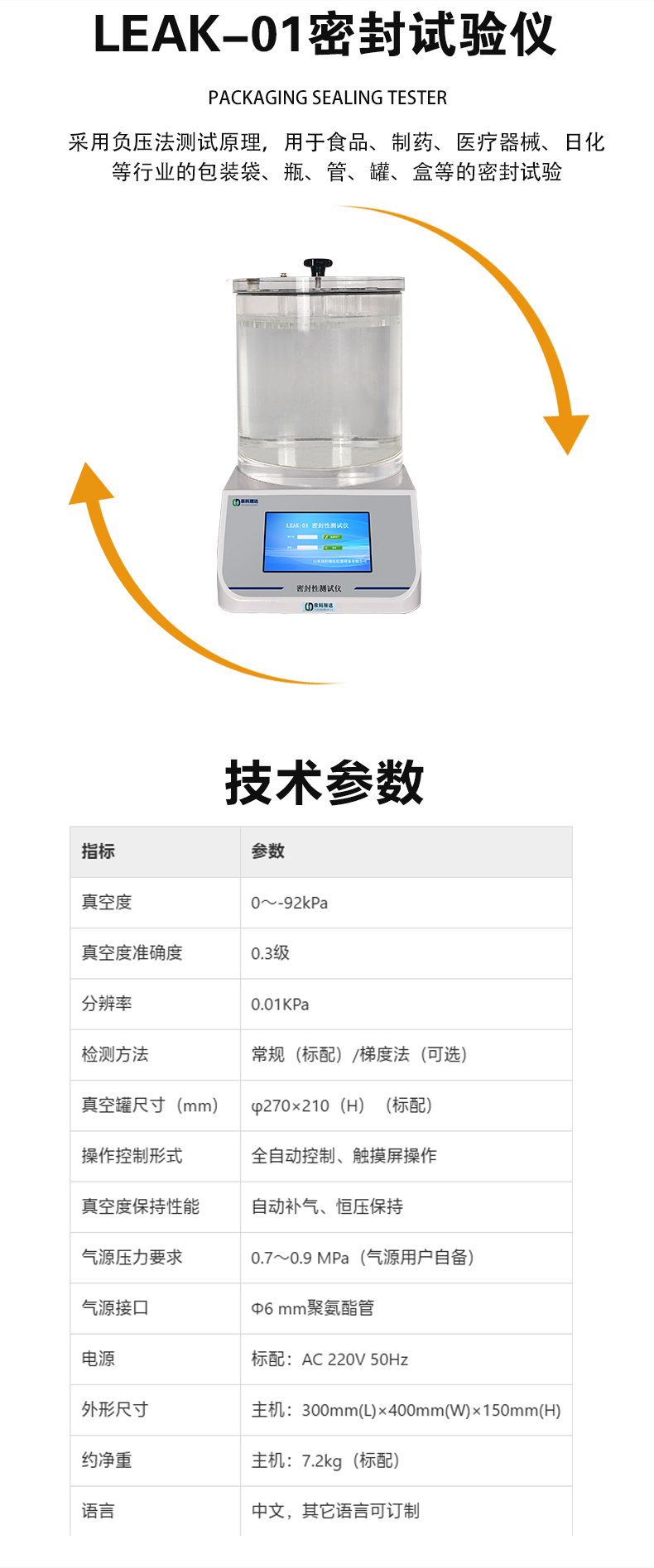
二、技术特点与功能优势
- 精准检测:仪器采用先进的检测技术,能够准确检测包装袋的密封完整性,包括微小的漏点和接口处的潜在隐患。
- 操作便捷:设备结构简洁、操作界面友好,减少人为操作误差,提高检测效率。
- 适用范围广:不仅支持多种膨化食品包装材料的检测,还能应对多种药用软袋材料,实现一机多用。
- 数据记录与追踪:配备数据输出接口,实现密封性数据的实时记录及长期存储,便于质量管理追溯。
这些功能保证了企业在生产过程中的包装密封质量得到有效监控,降低退货风险和消费者投诉。
三、产品在实际使用中的关键意义
在食品行业,膨化产品由于其高含水量和易受物理环境影响的特性,包装密封性好坏直接决定产品的口感和耐储性。借助该测试仪,可以及时发现包装破损或封口异常,避免不合格产品流入市场。
而在制药行业,药用软袋的密封性能更是关系到药品的稳定性和使用安全。使用此类专用测试仪,企业能提前检测包装隐患,实现对药品质量的严格控制,符合GMP等监管标准。
四、潜在忽略的细节——仪器对环境因素的适应性
包装密封性检测往往受环境温度、湿度的影响。山东泉科瑞达的测试仪设计充分考虑这一点,确保设备性能在多数室内环境中稳定无误。仪器维护和校准简便,降低了长期运行的成本和技术门槛。
这一点对于生产环境复杂的工厂尤为重要,可以保证检测结果的连续性和可靠性。
五、购买建议与使用策略
- 明确检测需求:根据企业产品类型,确定需要检测的包装形式和材料,选择此测试仪的相关功能模块。
- 培训操作人员:设备操作简便,建议定期对相关人员进行培训,确保测试过程规范化。
- 结合质检流程:将密封性测试纳入日常质检体系,实现质量风险的早期预警和控制。
山东泉科瑞达仪器设备有限公司作为专业的检测仪器生产商,产品质量有保障。对于追求包装品质和用户体验的企业而言,这款密封性测试仪是值得投资的设备。
六、我的观点
包装密封性不仅是包装质量的一个指标,更是企业品牌信誉和产品市场竞争力的重要体现。随着消费者对产品质量安全要求的提升,以及法规标准的日益严格,装备像膨化食品包装密封性测试仪和药用软袋密封性能试验仪这样的专业设备,是企业质量管理升级的必由之路。
山东泉科瑞达仪器设备有限公司凭借扎实的技术积累和科学合理的产品定价,助力企业实现包装检测的高效与精准,是打开品质长远发展的有力支撑。对于有包装质量监控需求的企业,中肯地推荐考虑购买这款仪器,以减少质量风险,提高生产管理水平。