






PC日本出光LZ2510V材料特性及注塑参数指导
一、材料特性
PC日本出光LZ2510V是一种高性能的聚碳酸酯(PC)材料,具有以下特性:
阻燃性能:符合国际阻燃标准,如UL 94 V-0等级(具体厚度需确认),能有效抑制火焰蔓延,减少火灾风险。
光学性能:具有高透明度,透光率可达85%~90%,适用于需要高透光性的应用场景。
耐热性:热变形温度(1.8 MPa,未退火)为127℃,可在较宽的温度范围内使用(-100℃~+135℃)。
机械性能:拉伸强度为65MPa,弯曲模量为2300MPa,简支梁缺口冲击强度为40kJ/m²,具有良好的强度和韧性。
尺寸稳定性:成型收缩率低,为0.5%~0.7%,尺寸稳定性好,适合制造高精度零部件。
耐候性:内含高效抗UV体系,能够有效阻挡紫外线的侵蚀,保持材料的透明度与散射性能。
二、应用领域
PC日本出光LZ2510V广泛应用于电子电器和汽车制造领域:
电子电器:用于制造绝缘接插件、线圈框架、管座、绝缘套管、电话机壳体、电话交换器、信号继电器及零件等。
汽车制造:用于制造保险杆、分电盘、安全玻璃、灯具透镜及导光板等部件。
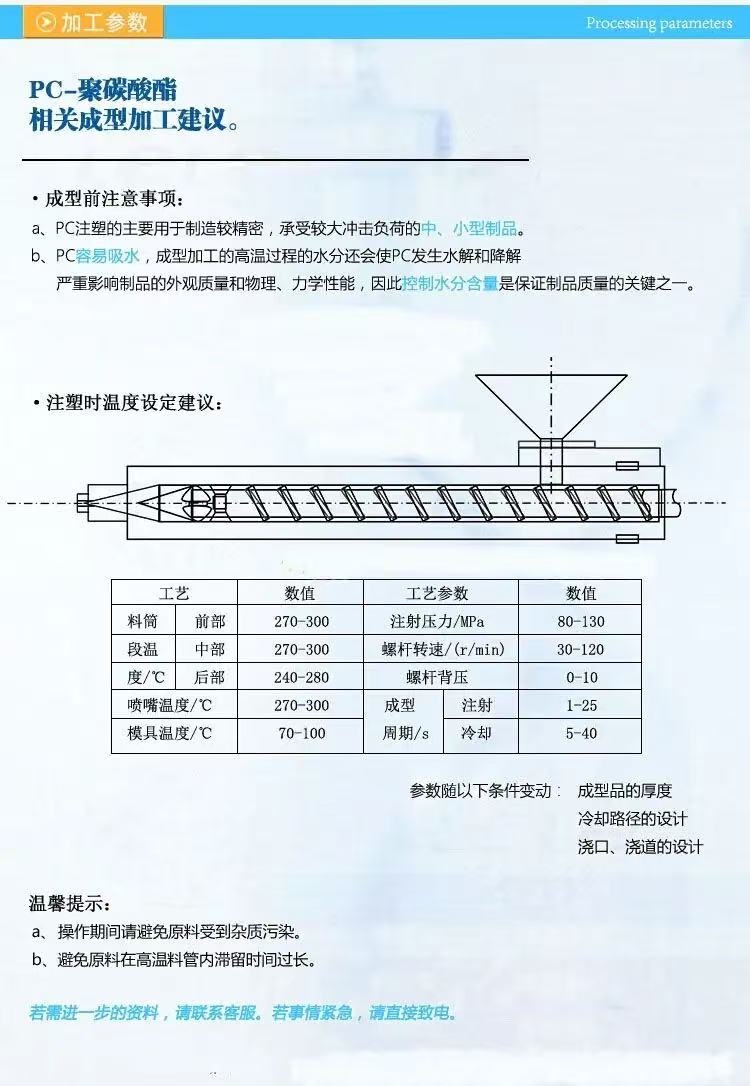
三、注塑参数指导
以下是一些基本的注塑参数建议,但具体参数需根据模具设计、产品要求及设备情况进行调整:
干燥处理:
PC材料吸湿性较大,加工前需进行干燥处理。
干燥温度:100℃~120℃
干燥时间:4小时以上(但不超过10小时)
含水量需控制在0.02%以下
注塑温度:
料筒温度:270℃~320℃(有些改性或低分子量PC可为230℃~270℃)
喷嘴温度:略低于料筒温度,以防止流涎
模具温度:
常见模具温度:80℃~100℃
对于加玻纤的PC材料,模具温度可提高至100℃~130℃
注射压力:
注射压力:80MPa~140MPa(具体取决于产品形状、尺寸及模具结构)
保压压力:注射压力的40%~60%
注射速度:
多采用偏快的注射速度成型,如打电器开关件时常见为慢速→快速成型
对于薄壁制品,可采用高速注射
成型周期:
成型周期的长短直接影响生产效率和产品质量
通过调整注射时间、冷却时间、顶出时间和合模时间等参数来优化成型周期
其他注意事项:
螺杆转速:一般控制在30~60r/min为宜
背压:控制在注射压力的15%~30%之间
脱模剂:应严格控制使用,以免影响制品表面质量
再生料:使用比例可达20%,但需确保再生料质量稳定且不与其他色母粒混合使用