
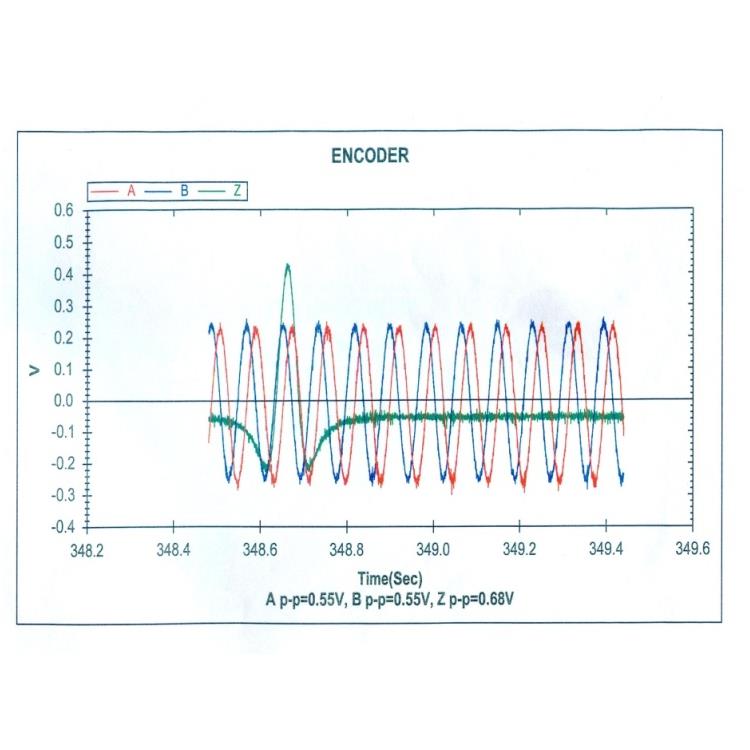
电主轴的起停机状态
主轴的起停机状态一般是用来检查和测定主轴从0到指定速度及从指定速度到0时主轴的振动状态,测 出某个速度或转速范围的共振峰值,以便在正常加工时避开这个速度或转速范围,以保护电主轴及保证加工精度、表面加工质量等。

电主轴高速轴承技术:电主轴通常采用复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍;有时也采用电磁悬浮轴承或静压轴承,内外圈不接触,理论上寿命无限。

电主轴定子绝缘性检测及三相阻值平衡检测。定子对地绝缘≥50MΩ,三相阻值不平衡量≤2%。

在选择电主轴时,一定要关注你的应用场合,不同的应用场合的接口是不同的,一定要弄清楚你的功率要求,以及在此功率下对应的转速,这一点很关键,因为同样是1kW,在1000转和10000转的要求下电主轴的外形尺寸是相差很多的,工况一定要准确。

磨用电主轴由于转速分档比较接近,用户完全可以分开选择不同的磨削要求,以更大更好的发挥电主轴的工作能力和效率潜力。

电主轴的动平衡是指电主轴在高速旋转时的动平衡情况,如果电主轴的动平衡情况不好,会造成电主轴的机械振动加剧,进而造成轴承损坏、主轴发热、加工精度和表面加工质量下降等后果。
对于轴承生产噪音的情况要及时对轴承进行更换并修复相关零部件。如果电主轴已经出现噪音,不及时处理可能会导致轴承座、转子、轴甚至定子线圈都产生无法修复的损坏,大大增加不必要的损失。

严禁在电主轴内无冷却水通过的情况下开启电主轴,只有在正常冷却的前提下电主轴才能处于良好的工作状态。如果水管有死弯造成水流不畅或有污垢堵塞管道,就会造成电主轴无常工作,并会影响加工效果。
磨用电主轴的电机参数制式通常标注S6制工作制,有S6-40%、S6-60%等几种,这是与磨削的工作特性所分不开的,磨削时一个工件的磨削拍节通常包括,快速进刀、磨削、退刀、修砂轮等几个步骤,电机功率的消耗不是恒定的负载,在磨用电主轴电机的设计上我们通常要提高其过载能力,在看磨削电主轴的参数时会看到S1和S6两组参数,S6通常比S1高出较多,一是与电机工作制有关,一是与电机的过载能力有关,标注S6制功率表明电机可以在30s~120s内短时过载到该功率制,长期使用只能按S1制使用,这一点是与其他电主轴不太相似的地方,一定要注意。

电主轴是近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。高速数控机床主传动系统取消了带轮传动和齿轮传动。机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。

我们公司遵循“以质量求生存,以创新求发展,以市场为向导,以服务为宗旨”的经营理念愿与各界同仁精诚合作,共创