
在选择电主轴时刀具的接口一定要明确,这也是有原则的,一般情况下BT50的接口转速只能在8000RPM一下的电主轴中使用,BT40的接口可以在18000RPM下的电主轴中使用,如果要更高的转速,刀具接口需要选择相应的高速刀具接口,数控铣削电主轴上配用的ER弹簧夹头或者SD弹簧夹头也是有一定的许用高转速的。

对于轴承生产噪音的情况要及时对轴承进行更换并修复相关零部件。如果电主轴已经出现噪音,不及时处理可能会导致轴承座、转子、轴甚至定子线圈都产生无法修复的损坏,大大增加不必要的损失。

长期使用劣质冷却液且未保养更换造成冷却循环通道生锈堵死,主轴温度过高轴承等零件损坏。

电主轴轴承噪音,电主轴轴承在工作中允许有轻微的运转响声,如果声音过大或有不正常的噪声 或撞击声,则表明轴承有故障。轴承产生噪音的原因比较复杂,其一是轴承内、外圈配合表面磨损。

主轴拉刀机构检测。不同型号规格电主轴的拉刀力也不同(可见参数数据),如果电主轴的拉刀力不足,一般是拉刀机构出现问题,需要仔细排查。拉刀力不足,会造成刀具在高速旋转过程中脱出主轴,甚至引发严重事故。

电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。

电主轴是近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。高速数控机床主传动系统取消了带轮传动和齿轮传动。机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。
定期(半年)清洁主轴油气润滑系统,清洁油气润滑泵及润滑油管,清洗过滤网;检查气源,每周或定期释放空压机干燥机中的冷凝水,保证气源干燥;添加机床厂家规定使用的润滑油。
严禁在电主轴内无冷却水通过的情况下开启电主轴,只有在正常冷却的前提下电主轴才能处于良好的工作状态。如果水管有死弯造成水流不畅或有污垢堵塞管道,就会造成电主轴无常工作,并会影响加工效果。

电主轴参数
1.电机参数:功率-转速特性曲线图,扭矩-转速特性图
2. 主轴的刚性(径向刚度和轴向刚度, 磨的主轴主看前端轴承内孔孔径是多大,因为刚性主要是由前端刀具端的轴承决定,轴承越大主答轴的刚性越好,但轴承越)
3.静态精度(基本不用看,因为这是标准了,大家都基本能做得出来)
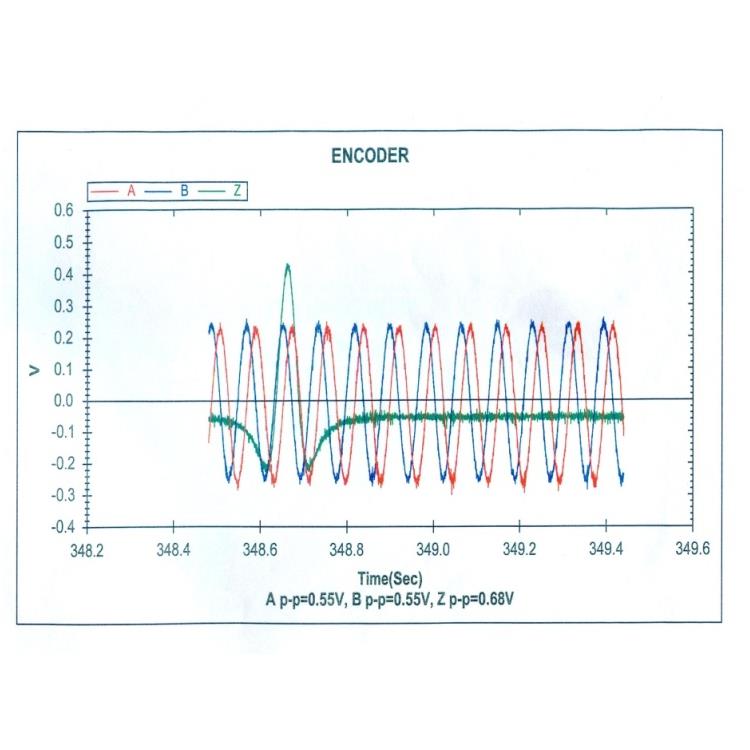
4.动态性能(高转速情况时的振动值,噪音,温度等)

我们公司本着“客户优先、服务至上”的宗旨,牢记“让每个客户都用好产品”的使命,与各界朋友广泛合作,携手共进,共创美好未来。